溶融亜鉛めっき鋼管の性能を活かす
消火設備加工管における
「ねじ & グルービング加工」
-
配管用炭素鋼鋼管の種類と性能
-
(1)現在製造されているSGP
(配管用炭素鋼鋼管)の種類と溝状腐食-
① SGP-E-G 常温仕上げ電縫鋼管
(常温仕上げ電縫鋼管)常温のまま電気抵抗溶接によって製造される鋼管です。
通常の炭素鋼(Feに0.02~2%程度のCを加えた合金。他に微量な不純物Si・Mn・P・Sを含む)で造管すると、溶接部だけが急に加熱された後に急冷されることで硫黄(S)が濃化し、本体部との電位差により溶接部が優先的に腐食する“溝状腐食”が発生することがあります。
このため国内の消火設備配管では原則使用できません。 -
② SGP-E-G MZ 耐溝状腐食電縫鋼管
高炉メーカーで炭素鋼の成分管理を厳正に行い、溝状腐食が発生しない様に製造される電気抵抗溶接鋼管を“耐溝状腐食電縫鋼管”と言います。
JFEが『ミゾノン』日本製鉄が『スーパーシーム』です。 -
③ SGP-B 鍛接鋼管
1200℃以上の高温に熱した状態で、加圧して接合することで製造された鋼管です。成分が均一なので “溝状腐食” の発生はありません。
製造可能口径は、15A~100Aです(JFEスチール)。 -
④ SGP-E-H 熱間仕上げ電気抵抗溶接鋼管
850℃程度の高温に熱した状態で、電気抵抗溶接によって製造される鋼管です。
鍛接鋼管同様、溝腐腐食発生の心配はありません。製造可能口径は、15A~100Aです(日本製鉄)。 -
国交省仕様書(2022 年版)2.1. 1 一般事項
都市ガス又は液化石油ガス以外に配管用炭素鋼鋼管を使用する場合、下記の通りとする。
【100A以下】
・鍛接鋼管( SGP-B 上記③)
・熱間仕上げ電気抵抗溶接鋼管( SGP-E-H 上記④)
・電気抵抗溶接鋼管( SGP-E-G )のうち耐溝状腐食電縫鋼管 (上記②)
【125A以上】
・電気 抵抗溶接鋼管( SGP-E-G )のうち耐溝状腐食電縫鋼管 (上記②)
【圧力配管用炭素鋼鋼管(STPG )】
上記②④に加えて、継目無鋼管( STPG-S シームレス)国交省仕様書(2022年版)2.1.2.5 消火用鋼管の規格は表2.2.6とし、同表中に“白管”と記載。
-
-
(2)溶融亜鉛めっき鋼管(白鋼管)とは
溶融亜鉛めっき鋼管とは高温( 440~470℃)で溶かした亜鉛に鋼管を浸して表面に亜鉛皮膜を形成させた鋼管です。
溶融亜鉛めっきは亜鉛末塗装や電気めっきなどとは異なり、亜鉛と鉄から形成される「合金層」で亜鉛と鉄が強く金属結合しているため、長い年月を経てもめっきが剥がれることはありません。
溶融亜鉛めっき鋼管の防食性能には、①バリアー機能 ②保護皮膜作用 ③犠牲防食作用があります。-
① バリアー機能
溶融亜鉛めっき皮膜は鋼管表面を完全に覆い、外部の腐食因子(酸素、水分、塩分等)から遮断することにより鋼管の腐食を防ぎます。
溶融亜鉛めっき皮膜が存在する限り鉄素地は全く腐食しません。 -
② 保護皮膜作用
溶融亜鉛めっきは大気中の酸素・二酸化炭素・水分等と反応し、表面に腐食生成物が形成されます。
この腐食生成物は薄く緻密な不働態皮膜となり、亜鉛めっきの減耗を防止・減少させます。 -
③ 犠牲防食作用
たとえ亜鉛めっき皮膜が局部的に欠損し鉄素地が露出しても、イオン化傾向が鉄よりも大きい周辺の“亜鉛”が先に水に溶けだすことにより鉄を腐食から守ります。
これが “犠牲防食作用”という亜鉛めっきが持つ優れた防食性能であり、パイプレンチ跡が腐食しないのは、この作用によります。
-
-
-
ねじ切り加工
「今“ねじ”に求められること」かつては湿式配管の管内は充水されていることが前提とされ、配管完了後数年で水中の溶存酸素が亜鉛と反応して酸化亜鉛になってしまえば、管内側の腐食はそれ以上進まないと考えられて来ました。
近年、配管の複雑化やフレキの使用等によりエア溜まりが存在し易くなったことで、酸素が管内に長期に残留して腐食が進み、漏水にまで至るケースが増加していると言われています。
また、東日本や能登の大震災だけでなく、震度5程度の地震でもねじ部の折損事例が報告されています。
腐食による漏水も地震による折損も、最もリスクが高いのは、肉厚が極端に少ない“切削ねじ部”です。-
(1)溶融亜鉛めっき鋼管の性能を活かす加工
-
① 加工による減肉を抑える
管内外面の腐食による漏水や地震による折損を防ぐには、鋼管が本来持つ肉厚による腐食代(しろ)と機械的強度が減殺されないように、ねじ加工による減肉を可能な限り抑えることが求められます。
腐食しろとは、万一腐食した場合でも、漏水に至るまでの時間を稼ぐことができる肉厚のことです。
水と酸素がある環境で、永遠の防食はできません。実耐用年数を確保することは極めて大切です。 -
② 加工による亜鉛めっきの損傷を防ぐ
結露等に起因する管外側からの腐食(余ねじ部の腐食)を防ぐには、ねじ加工による亜鉛めっきの損傷を可能な限り防ぎ、亜鉛めっき鋼管が持つ優れた防食性能を活かすことが求められます。
やむを得ず損傷した場合には、亜鉛を主成分にした有機質亜鉛末塗料による補修や補強が有効です。
-
-
(2)転造ねじの耐震強度と防食性能
-
① 転造ねじの耐震強度
鋼管の先端部に真円加工を施した上で、鋼管を切削せずに転造で“ねじ”を形成する“転造ねじ”は、加工による減肉が少ないため、切削ねじの1.5倍・突合せ溶接並みの機械的強度があり、耐震性に優れたねじ工法です。
地震でも「折れない」で「曲がる」のが “転造ねじ” です。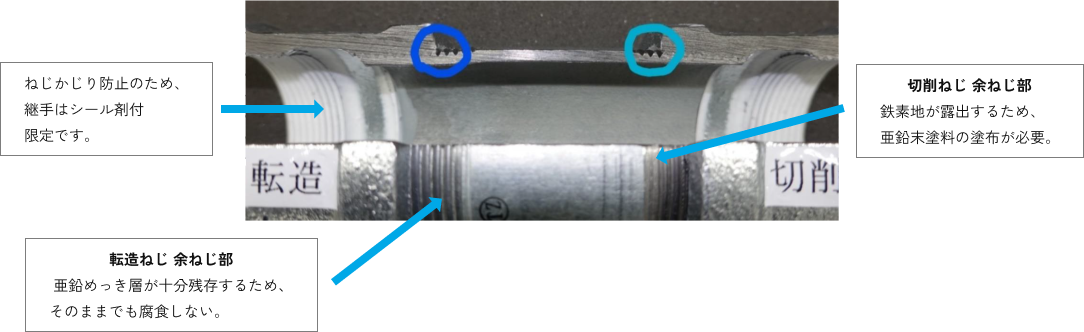
弊社では、転造ねじの加工費を
切削ねじと同じにしました
[レッキス工業㈱ 技術資料より]
-
② 転造ねじの余ねじ部の防食性能と腐食しろ
溶融亜鉛めっき鋼管を切削しない“転造ねじ”は、余ねじ部に亜鉛めっきが残存するので、錆止め塗装なしでも通常の環境では腐食しません。
さらに有機質亜鉛末塗料を塗布することで、管外側からの腐食を確実に防ぎます。
但し、有効ねじ部の亜鉛めっきは、真円加工の過程で削られ残存しません。
下表のように加工による減肉率が小さく十分な腐食しろがあるため、仮に管内側からの腐食が発生した場合でも漏水に至るまでの時間が長いということも、転造ねじが支持されている大きな理由です。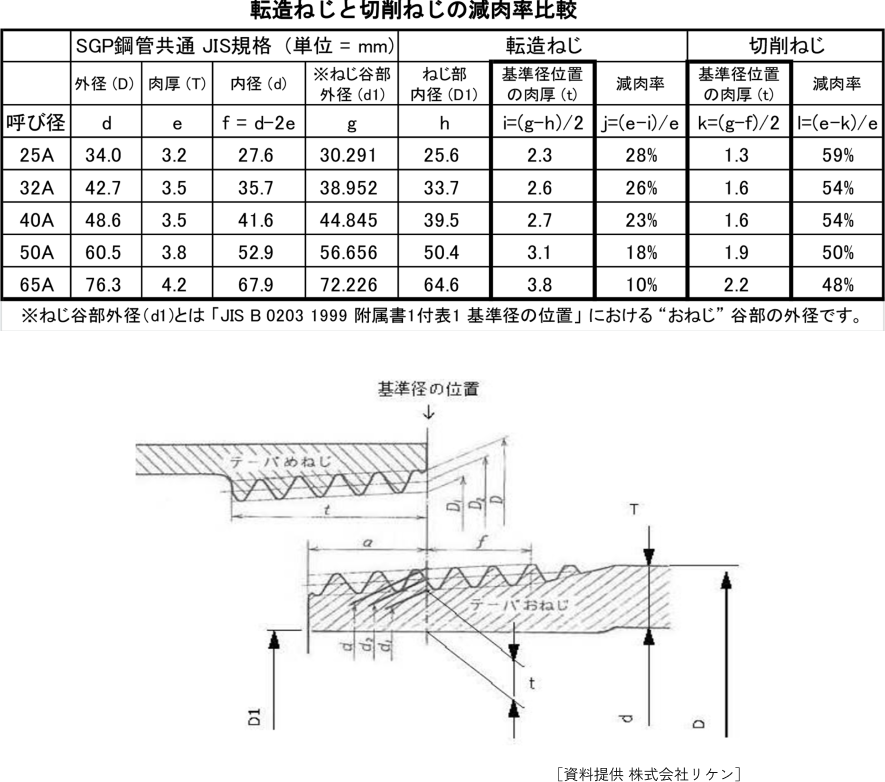
-
③ 余ねじ部の錆止め塗装と転造ねじの亜鉛めっき残量
弊社では、特定化学物質障害予防規則・有機溶剤中毒予防規則の非該当に適合した環境対応型の有機質亜鉛末塗料『ローバルⓇエコタイプ』を標準仕様にしています。
ねじの谷部では十分に有効な塗膜が確保できますが、構造上ねじの山部には塗膜が残存し難い上に施工時にも剝がれやすく、管外側からの腐食を十分に防ぐことができないことがあります。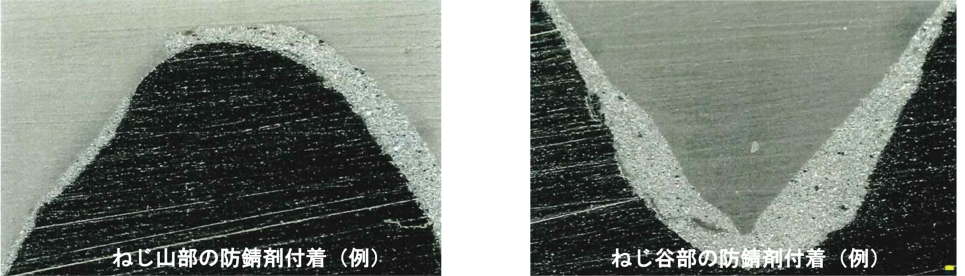
一方で、転造ねじは鋼管が押しこみ延ばされてねじ山が形成されていくため、ねじ山を形成していく過程で、めっき層も寄せられ、山部のめっき厚が十分に厚く残ることになります。
転造ねじ+有機質亜鉛末塗料の組み合わせにより、余ねじ部の山部と谷部の双方で最善の防食性能を得ることができます。
信頼・長寿命のT(転造)&Z(Zinc Rich Paint=亜鉛末塗料)加工です。余ねじ部が腐食によって
漏水に至るまでの年数比較【転造ねじ+有機質亜鉛末塗料】
(弊社標準)
>
【転造+一般錆止塗料(JISK5621)】
>
【転造+無塗装】
>
【切削ねじ+亜鉛末塗料】
>
【切削+JISK5621】
>
【切削+無塗装】
-
-
-
ねじ締め加工
「有機溶剤と工数の削減のために」労働安全衛生法の規則の一部を改正する省令が過去10年で下記の通り施行されました。
① 2014年よりエチルベンゼンが特別化学物質障害予防規則の特定化学物質2類(がん等の慢性・遅発性障害を引き起こす物質)に指定されました。
錆止め剤の多くにエチルベンゼンが含有されます。
② 2021年より溶接ヒュームが特定化学物質2類に指定され、現場での溶接は困難になりました。
③2023年より、特別化学物質障害予防規則が改正され、有害性等の掲示が義務付けられる物質の対象が特別管理物質から全ての特定化学物質に拡大されました。-
(1)ZD継手のポテンシャルを活かしましょう
“シール剤が塗布された継手”が、ようやく国交省仕様書に記載されました!
国交省仕様書(2022年版)2.5.2.2 ねじ接合
(ア)消火配管においては、あらかじめシール剤が塗布された工場加工の継手ZD・PS・プレシール継手等を使用する場合は、ねじ接合材の塗布を省略することができる
ねじ部にシール剤が塗布されたZD継手は、本来液状シール剤の塗布は不要です。
しかしこれまでは、何故か液状シール剤との併用が一般的でした。
「国交省仕様書?」「ねじ精度に不安?」あるいは・・・・「 おまじない?」
2022年の国交省仕様書に記載されたことを受け、弊社ではねじの全数においてねじゲージ検査を行った上で、ZD継手と液状シール剤との併用はしないことを標準にいたしました。
“おまじない”は不要です。現場施工側のねじ締めにおいても、安心して液状シール剤なしでの施工をしていただけます。
作業工数削減だけでなく、現場における有機溶剤の削減も実現します。
-
(2)余ねじ部プレ塗装のご提案ー現場の有機溶剤全廃へ
口径によって必要な有効ねじ山数を厳格に管理した上で、現場施工側の余ねじ部分にも、有機質亜鉛末塗料ローバルⓇエコタイプを工場で塗布いたします(余ねじ部プレ塗装=プレローバル加工)。
- ① 現場での余ねじ部への錆止め剤塗布作業が一切不要となります。
- ② シール剤と併せて錆止め剤も使わないことで、現場での有機溶剤使用を全廃。
適切なねじ締めのインジケーターにもなります。 - ③ 無塗布部分が見えなくなるまでねじ込めば、ねじ締め完了!
次の一山で向きを決めて下さい。ZD継手なら90度までねじ戻し可。 - ④ねじ込み不足のよる漏水、転造ねじのねじ込み過剰による継手の損傷も回避できます。
- ⑤コストについては弊社営業担当者までお問い合わせ願います。

-
-
防食性能No.1オールグルービング!
-
(1)展圧グルービング
亜鉛の金属特性のひとつである「展性」を利用した“展圧グルービング”加工が新しく開発されました。
鋼管を従来通り溝加工(グルービング加工)した後、専用ローラーでガスケットシール面をプレスすることで亜鉛めっき層が展がり、鋼管表面の縦方向の傷やめっき垂れが補整・修復され、漏水のリスクを回避できます。
尚、亜鉛の展性によって得られる効果ですので、黒管ではご採用いただけません。
“展圧グルービング”加工では、亜鉛めっき鋼管の表面を研磨して亜鉛めっきを削り取ってしまうという工程がなくなり、溶融亜鉛めっき鋼管本来の性能である①バリアー機能②保護皮膜作用③犠牲防食作用が活かされるため、ガスケットシール面の腐食を長期間に渡って防ぐことが出来ます。
加工コストは従来と同じ、費用をかけずに配管の長寿命化を実現します。
また有機溶剤を含む錆止め塗料は不要となりますので、環境や健康に負荷をかけず、同時に乾燥時間の短縮も可能となります。
弊社加工では、鋼管の切断面はもちろん、溝部や管内面にめっき剥がれがあれば有機質亜鉛末塗料“ローバルⓇエコタイプ”で丁寧に補整します。
信頼・長寿命のT(展圧)&Z(Zinc Rich Paint=亜鉛末塗料)加工です。![[専用ローラー製造 リケンCKJV㈱]](/assets/img/process/01/04-1-1.png)
※現場での展圧グルービング加工について
専用のローラーセットを導入していただくだけで、グルービングマシンはこれまでのものをそのままご使用いただけます。
専用ローラーのセッティング作業も弊社で承ります。
乾式又は予作動式の二次側配管で溶接部の内面にも錆止め塗装が求められる場合等、管内部の腐食が懸念される環境においては、必ず亜鉛めっきのフィッティング・アウトレットチーズを使用し、鋼管の切断面および(めっき剥がれがあれば)管内面にも有機質亜鉛末塗料の塗布をお願いします。
尚、有機質亜鉛末塗料のシール面への塗布は漏水に繋がりますので絶対におやめ下さい。
最新のメーカー施工要領書を準備中です。しばらくお待ちください。展圧グルービング加工(専用ローラーでガスケットシール面をプレス)
-
(2)溶融亜鉛めっきトップジョイントと軽量鋼管
溶融亜鉛めっき鋼管の性能を活かすためには、ハウジング継手・フィッティング継手ともに、トップジョイント溶融亜鉛めっき品の使用をお勧めいたします。
2025年1月より一次防錆品と溶融亜鉛めっき品は同価格になりました。
ねじ部にシール剤が塗布されボルト脱落防止機能も付いたアウトレットチーズZDタイプも好評、アウトレットチーズにつきましては、取り付け加工まで承っております。
展圧グルービング加工と溶融亜鉛めっきトップジョイントを組み合わせることで、オールグルービング工法は 、 現在の消火設備配管で“防食性能No.1”の長寿命配管システムとなります 。 鋼管の素材強度を上げて20%の軽量化を実現した新規格『 軽量鋼管FAST10』が好評です
鋼管の素材強度を上げて20%の軽量化を実現した新規格『 軽量鋼管FAST10』が好評です
軽量化による施工性の向上で、オールグルービング工法との相性が抜群
さらに、鉄資源の節減により“CO2削減”に大きく貢献します
-






![[専用ローラー製造 リケンCKJV㈱]](/assets/img/process/01/04-1-1_2x.png)

消火設備配管のSDGs
転造ねじ・展圧グルービングそして『軽量鋼管』

弊社福島“ねじ”加工工場
全自動ねじ加工機と全数ゲージ検査により精度の高いねじ加工を行っています。

(初版 2025/1/21)
